摘要:为比较滚筒抛丸机喷丸和悬挂式抛丸机喷丸在连杆表面产生的残余压应力的大小,用钻孔贴应变片法对喷丸强化连杆的表面残余应力进行了测试. 结果表明:喷丸强化 能够有效地在连杆表面产生残余压应力,且悬挂式抛丸机喷丸在连杆表面产生的残余压 应力大于滚筒抛丸机喷丸引起的残余压应力. 文中对测试误差来源也进行了探讨.本文由抛丸机厂家整理
关键词:残余应力;钻孔法;喷丸强化 中图分类号:TB 302 文献标识码:A
残余应力与外力无关,是*种内部自应力,在构 件内自相平衡,并引起构件变形. *般认为,机械零 部件中存在的残余应力不影响零部件的静力强度, 但会降低构件的刚度、抗疲劳强度和抗应力腐蚀的 能力. 对于大型铸、焊部件,铸造、焊接或热处理过程 中产生的残余应力常常造成部件在工作过程中的早 期失效. 精密机械和仪器中的零件在工作过程中残 余应力会逐渐松弛,造成零件变形和尺寸变化,从而 降低仪器的精度.
残余应力也有其有利的*面. 半个多世纪前,人 们就用喷丸方法对汽车发动机的阀门弹簧进行强 化,以延长其使用寿命. 喷丸就是将大量弹丸流高速 喷射到零件表面,对零件表面进行锤击,以冷加工的 方式使金属零件表面产生极为强烈的塑性变形(凹 点),即在零件表面产生*定厚度的冷作硬化层(也 称表面强化层),从而在强化层内形成较高的残余 压应力 〔1,2〕 喷丸强化层内所具有的这种压应力状态,是提高零部件抗疲劳强度及抗应力腐蚀能力的 主要因素之*. 目前,受控喷丸技术已经发展成*种 先进的加工工艺,常应用于汽车、航空、化工、石油和 电力等工业领域,用以防止因金属疲劳和应力侵蚀 造成的断裂.
某型汽车的连杆由于承受着复杂的交变载荷, 设计者采用了喷丸表面强化工艺来提高它的抗疲劳 强度. 为了比较滚筒抛丸机喷丸和悬挂式抛丸机喷 丸在连杆表面产生的残余压应力的大小,笔者用钻
1、测试原理
钻孔贴应变片法测试残余应力的原理是采用应变电测的方法,通过钻孔将残余应力全部或部分释 放,测出某些点在钻孔前后应变值的变化,再由力学 分析推算出残余应力.
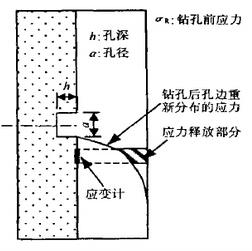
图1、钻孔应力释放示意图
如图1 所示,假定*块各向同性的平板中存在 某*残余应力 ,若钻*小孔,则孔边的应力下降为零,小孔附近应力场重新分布. 中右边阴影区代表了钻孔后应力的变化,该部分应力变化称为释放应力,由应变计感受它的应变,应变计离孔边愈近,则感受的应变愈大,灵敏度也愈高. 测量时只需 在每个测点粘贴*枚三轴应变花,使应变花每个敏 感栅的中心布置在同*半径上,如图2 所示.

图2、应变计的布置
2、测点布置
测点布置如图3 所示. 在两个连杆的x方向分别布置3个测点。y方向分别布置2个测点。共10个测点。 由于连杆的厚度比孔径大很多,所以钻成盲孔,孔径为2 mm,孔深为4 mm. 有关研究表明 〔3,4〕 当孔深大于孔径时,应力松弛较彻底,即可认为应力松弛系数A 与孔深无关,由此产生的误差不超过4%,因此可以用通孔时的应力计算公式来计算 残余应力.

图3、测点布置
3、测试结果及分析
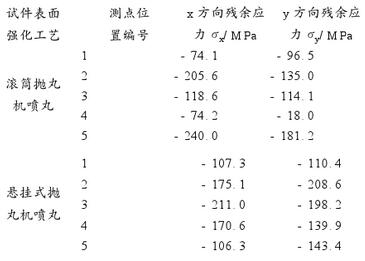
测试结果列于表1,表中“_" 号表示压应力,由此可知,采用喷丸强化方法确实能够有效地在连杆表面产生残余压应力,虽然表面残余压应力的分布 没有良好的规律性(即表面残余压应力的分布不均 第12 等:喷丸强化连杆残余应力的测试与分析65 匀),但可以知道悬挂式抛丸机喷丸在连杆表面产 生的残余压应力较大,即悬挂式抛丸机喷丸优于滚 筒抛丸机喷丸.
表1、残余应力测试结果
表面残余压应力的分布没有良好规律性的原因,主要在于以下几方面:*先是试件数量太少,以 致难以得到规律性的结果;其次测试方法本身也存 在*些误差;还有就是喷丸强化及其应用在我国起 步较晚,相关设备及技术尚需进*步完善.
钻孔贴应变片法测量残余应力的误差来源于以 下几个方面:
(1)应变计灵敏系数及其分散度;
(2)应变计热输出(应采用温度自补偿应变计, 控制钻孔速度以及进刀量,以尽量减少热输出);
(3)钻孔对中偏心;
(4)孔径分散度、孔的不圆度以及孔深尺寸的 误差;
(5)钻孔时引起的附加应变;
(6)被测试件表面或者厚度方向存在的应力 梯度.
参考文献:.本文由抛丸机厂家整理
斯太尔连杆喷丸强化工艺攻关试验〔J〕.机电 工程,2001,18(1):45 -48. 喷丸工艺的现状及其发展〔J〕.凿岩机械气动 工具,1997(2):57 -59. 应变电测与传感器〔M〕.北京:清华 大学出版社,1999. 西北工业大学学报,1998,16(3)

